
品牌
生产厂家厂商性质
合肥市所在地
分拣设备控制系统作为实时执行的关键环节,能够与上位机相连接受分拣和传输作业任务指令,同时系统能够与下层硬件设备的检测和驱动单元相连将执行任务转换成一定逻辑关系的具体机构动作的状态检测,从而完成系统连续、稳定、高效可靠的动作。通过该系统的运行,能够实现订单数据的实物拣选过程。为了保证系统能够方便使用和维护,我们为您提供了故障报警、安全措施以及点对点操作等功能,确保设备的高效运行。
分拣设备控制系统的稳定运行直接影响了拣选设备的运行状态,在整个系统方案设计的过程中,为了保证系统正常运行对一些核心设备进行了冗余量的设计。由于采用分散控制的方式使得通道机品规能够向立卧机品规进行相互转换,当某个单元发生故障以后,您能够通过手动切换确认的方式进行处理。这其中对于通道式分拣机采用单品规模式既能提高效率又能保证系统正常作业。拣选通道之间的数据切换,系统提供步骤导向对话框进行,保证了系统在切换过程中的安全性。
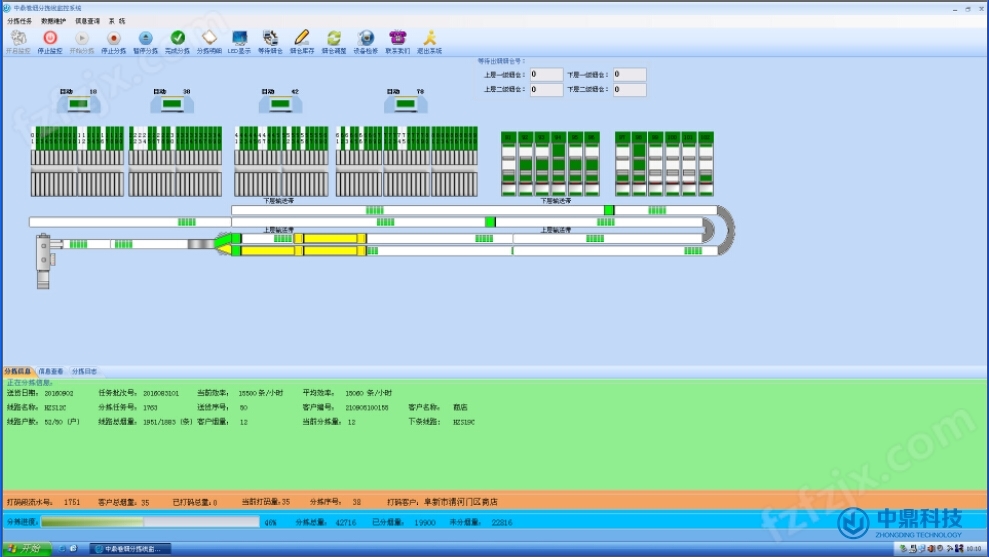
整个分拣子系统的控制及信息系统是整个系统的中枢神经部分,为了保证整个方案具备高度可靠性,在方案设计控制系统重要组成系统的控制及监控采用相互独立又互相通讯的方式进行组态设计。系统在网络部分客户端采用了可靠的PROFINET通讯协议,控制层采用PROFIBUS的通讯协议,采用分布式控制结构进行设计,PLC通过远程I/O模板连接现场控制元件,有效减少了现场布线,既节省了成本同时又极大的方便了系统的维护和拓展工作;*的PROFIBUS高速通讯速率使得控制系统之间以及控制系统与上位信息管理系统之间的数据交互得到了极大的改善,提供了开放的通信接口,允许用户选用不同制造厂商生产的现场设备,使得用户以后的升级和维护工作变得异常的简单;主站IO模块和通讯交换机均设定了一定的备用端口,确保了安全生产不间断运行;并且在断电情况下,由于CPU自身携带的电池能使系统分拣状态保持15天以上,排除了一旦停电造成不可弥补的损失。



