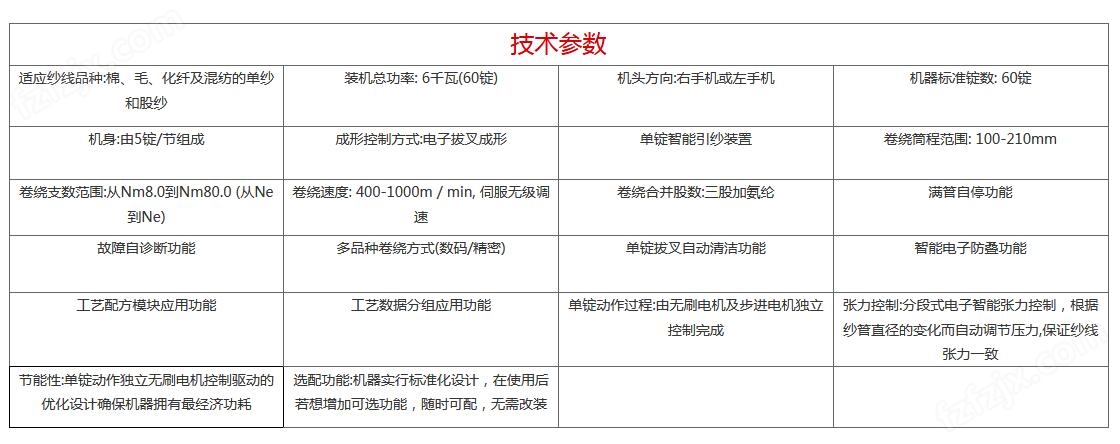
品牌
生产厂家厂商性质
绍兴市所在地

我公司采用了国际的特殊无刷伺服角度电机控制技术,采用电机直接带动导纱手指往复运动来实现筒纱的成形控制。
目前行业中的电子导纱结构都是采用电机带动钢丝绳、导纱嘴、导轮的电子机械综合式联动机构。缺陷:钢丝绳带动导纱嘴高速正反转的状态下,而钢丝绳的使用寿命却非常的短,常规在500米/每分钟的线速度下面钢丝绳的使用寿命只有一-个月的寿命,繁杂的更换调整工艺和强大的工作量根本不符合使用单位的要求。
我公司采用了的高速电子导纱换向计算技术,优点:不受速度限制,正常稳定持续运行线速度可达1000米/每分钟,机械寿命可长达几年,为使用单位大幅度提高了生产效率,提高了设备利用率,比常规的电子导纱生产效率可增加50%,比槽简卷绕的生产效率可增加120%的优势。
智能防叠控制:通过摇架角度控制计算方式精确的计算出筒纱的实时筒纱直径,通过分析出筒纱重叠区域的固定点,在卷绕过程中单锭控制中心在检测到防叠区时,电子横动拨叉控制采用导纱角度变化量实现对防叠的有效控制,从而避免了常规全程电子防叠对纱线造成毛羽增加的弊病,采用智能电子防叠控制方式可以避免筒纱的全程防叠,只是在遇到实际防叠区时控制系统才执行防叠指令,真正起到了保护纱线防磨的效果。

在卷绕纱线工艺中,采用计算机同步跟踪控制方式,结合纱筒的速度和实时的直径,自动来获取导纱速度从而达到了纱线密度均匀控制的效果。 筒程长度调节采用轨道滑动式设计,对工艺变换筒纱行程调整实现了简单方便实用的功效。
摇架压力平衡装置采用弹簧的压力联动万向连杆组来控制摇架的压力原理,实际调整压力根据纱线原料特性,合理调节所需的实际压力。

为实现单锭高速卷绕中的频繁启停、整机停机、外围突然停电、电脑数据丢失、所引起电机失控后产生的反电势,导致电脑数据保存失败,损坏控制电路板的常规弊病,采用研发的新型电源控制技术,可以在以上状态中遇到的任何原因都能通过防反电势自动控制不间断智能电源控制器,避免以上的问题发生,保障设备的全面稳定和可靠性。

控制器:全机的参数测量与控制装置,采用通讯传输方式通过操作面板实现对全机工艺数据的设定、信息反馈、数据监控、与显示的大型触摸显示屏。

机身单锭组合分组,可根据客户的多品种纱线工艺进行分组,实现一机多用的多功能机型,为客户多品种纱线加工提供了方便。
摇架压力平衡装置采用弹簧的压力联动万向连杆组来控制摇架的压力原理,实际调整压力根据纱线原料特性,合理调节所需的实际压力。

采用智能角度控制技术,计算出筒纱实时的直径数据,是实现智能防叠控制、电子张力控制、速度同步控制、卷绕成形控制、的核心基础。